Koostas: Henri Tabri
Painutuspink koosneb jäigast raamist, mis kannab kõiki seadme komponente. Raami suur jäikus on oluline, et konstruktsioonis ei tekiks deformatsioone, mis võivad painutustäpsust mõjutada. Eespoolt vaadates on näha seadme ülatala ja alatala. Üks taladest on vertikaalsuuna liikuv, et avaldada matriitsi ja templi vahele paigutatud detailile vajalikku painutusjõudu. Kui liikuv on alatala siis on tegemist nn. alatoimelise painutuspressiga (Joonis 7-1) ja liikuva ülatala puhul ülatoimelise painutuspressiga. Enamus kaasaegseid painutuspinke on ülatoimelised e. painutusoperatsiooni ajal liigub ülatala alla.
Ülatoimelise painutuspressi konstruktsiooni
Raam
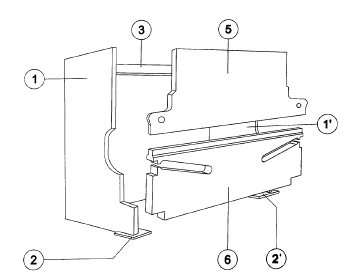
Raam (Joonis 7-2) koosneb paksust materjalist valmistatud ülatalast (5), alatalast (6), külgplaatidest (1 ja 1’), ülemisest ühendustalast (3) ja tugiplaatidest (2) millele painutuspink toetub. Külgplaatidesse on tehtud C- kujulised väljalõiked, mis võimaldavad suurendada painutatavate detailide pikkust (külgplaatide vahekaugus on reeglina üla- ja alatala pikkusest väiksem).
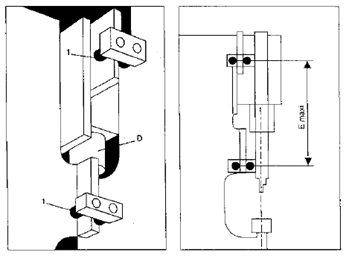
Ülatala liigub täpsetel rulllaagritel (1), mis tagavad selle täpse tsentreeringu alatala suhtes kogu töökäigu ulatuses (Joonis 7-3). Täpsuse huvides on kasutatud laagrite suurt vahekaugust (Emax) Ülatala kinnitub seadme raami külge hüdrosilindrite vahendusel (D).
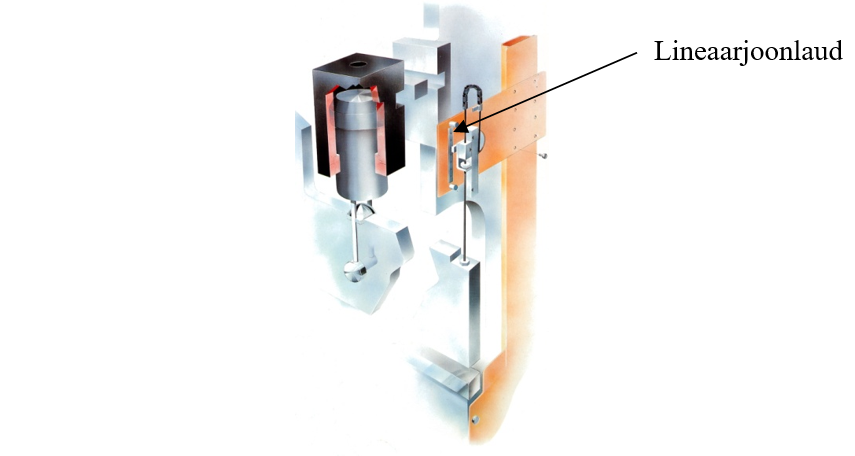
Ülatala on kinnitatud hüdrosilindritega kummastki otsast. Kumbki silinder on eraldi juhitav s.t. mõlema silindri positsiooni identifitseeritakse lineaarjoonlaudade (joonis 7-4) abil eraldi ja mõlema liikumist saab teineteisest sõltumatult korrigeerida. Hüdrosilindrid koos nende juhtsüsteemiga moodustavad Y1 ja Y2 teljed.
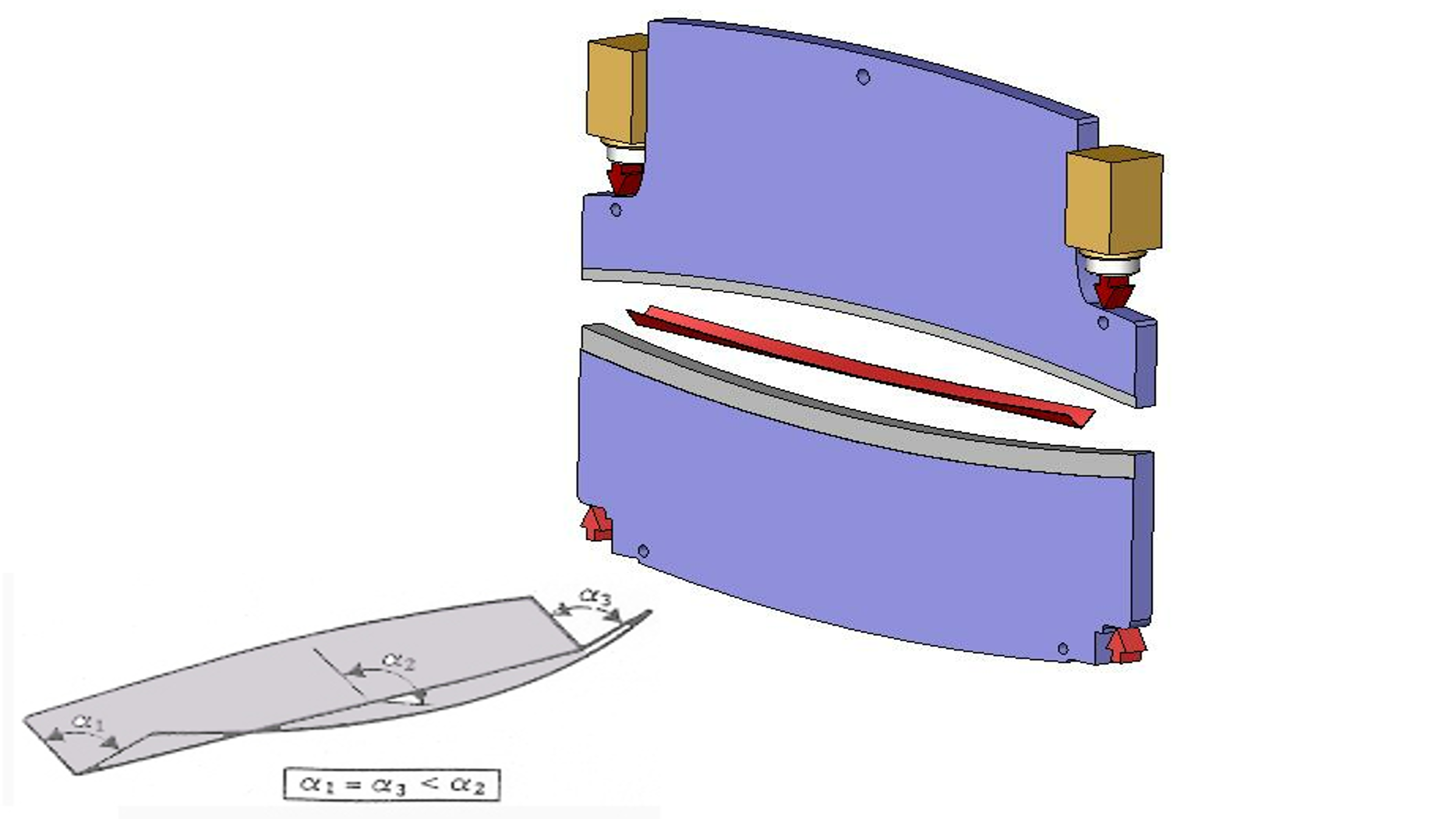
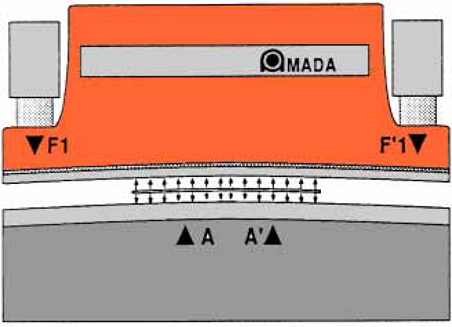
Kuna ülatala on kinnitatud ainult otstest, siis painutamise ajal painduvad üla- ja alatala vastassuunas (Joonis 7-5). Selle tulemusena tungib tempel töötsooni keskosas vähem matriitsi ja seal ei suudeta saavutada nõutud painutusnurka.
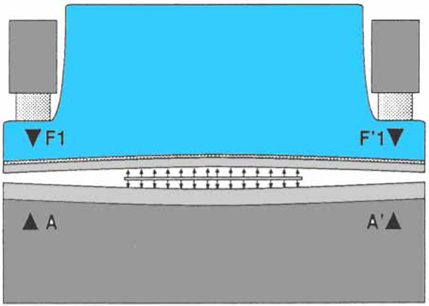
Antud probleemi kõrvaldamiseks paigaldatakse alatala keskosasse hüdrosilindrid, mis annavad vastusurve (Joonis 7-6). CNC painutuspinkidel arvutatakse vajalik vastusurve automaatselt. Teine lahendus antud probleemi kõrvaldamiseks on toestada alatala keskosast (Joonisel 7-6-1 punktid A ja A’) ja jätta alatala otsad kinnitamata (nn. elastne alatala). Sellisel juhul järgib alatala ülatala kuju. Toode jääb sirge, kuna paindumine on nii väike, et materjali elastsuspiirist üle ei minda – peale jõu eemaldamist toode taastab oma sirgsuse.

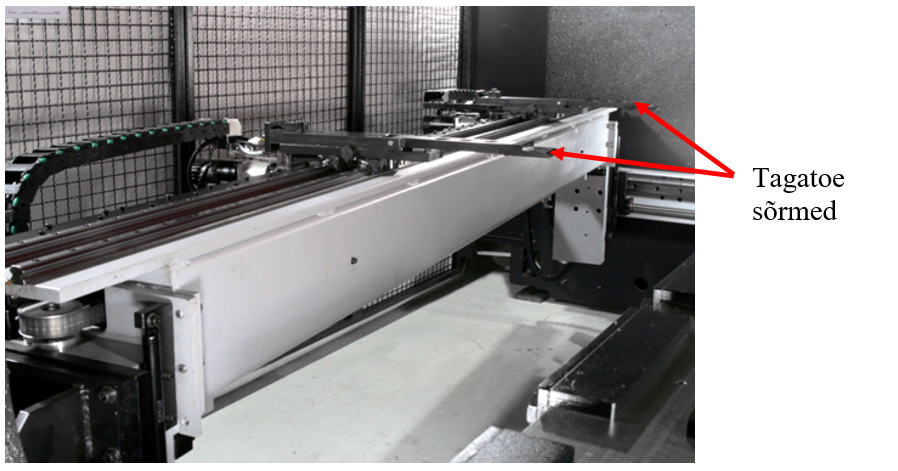
Painutuspini tagatugi
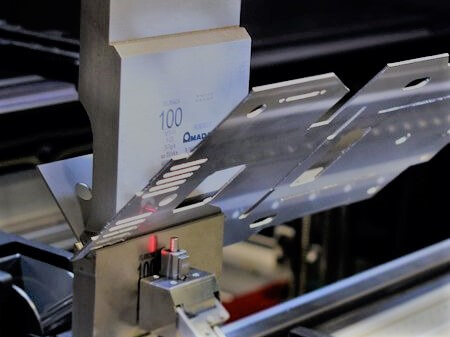
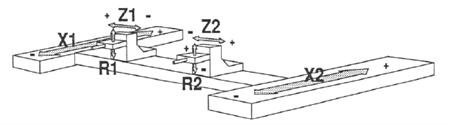
Painutuspingi tagatugi (Joonis 7-7) mõõdab välja painutatava toote serva laiuse. Painutatav toode surutakse vastu tagatoe sõrmesid (tagatoel on üldjuhul 2 sõrme). Tagatoed võivad olla nii manuaalsed kui ka motoriseeritud. CNC juhtimisega painutuspinkidel on motoriseeritud tagatoed, mille asendi tagab iga painde puhul CNC juhtsüsteem. Tagatoe motoriseeritud juhtimisega liikumiste arv e. telgede arv võib erinevate mudelite puhul olla erinev. Alltoodud pildil on näidatud 6 teljeline tagatugi. Teljed Z1 ja Z2 liigutavad tagatoe sõrmesid paralleelselt matriitsiga. See võimaldab viia tagatoe sõrmed automaatselt positsioonile, kus toimub painutamine ning võimaldab muuta tagatoe sõrmede omavahelist kaugust, et kohanduda vastavalt materjali pikkusele. Teljed R1 ja R2 võimaldavad muuta tagatoe sõrmede kõrgust, et see oleks vastav kasutatava matriitsi kõrgusele. Teljed X1 j X2 liigutavad tagatuge matriitsi ristsuunas, et mõõta välja painutatava serva laius.
Sektsioneeritud ülatera hoidjad
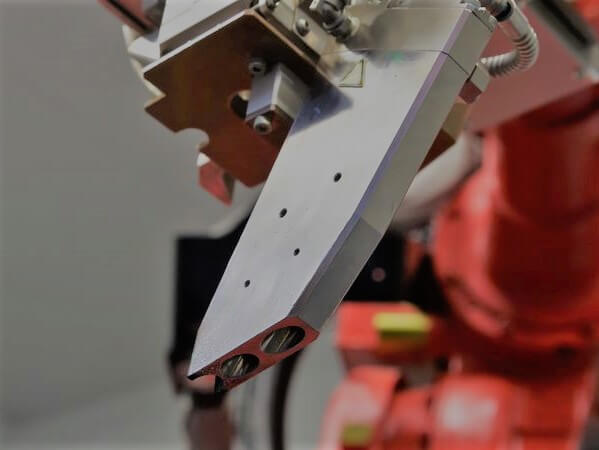
Ülatera kinnitub enamike painutajate puhul ülatala külge sektsioneeritud ülatera hoidjate vahendusel (Joonis 7-8). Terahoidjad sisaldava kinnitussüsteemi, mille abil tera kinnitatakse oma positsioonile. Terad lükatakse hoidjatesse painutuspressi otsast ja seejärel nihutatakse need sobivasse asukohta töötsoonis. Seejärel lukustatakse hoidja poldiga mutrivõtme abil või kiirkinnitusega hoidjate puhul põratakse lukustushoob kinnitusasendisse. Kiirkinnitus võimaldab olulisel määral säästa terade vahetusele kuluvat aega. Lisaks tööriistade kinnitamisele on terahoidjatel oluline funktsioon ülatera kaitsmisel ülekoormuste eest. Terahoidjad on tehtud ülatalast nõrgemad, et need puruneksid ülekoormuse puhul enne ülatala kahjustumist. Reeglina on terahoidjate tugevus 100 tonni meetri kohta.

CNC juhtsüsteem
Juhtsüsteem on kasutajaliides, mille kaudu toimub programmide koostamine ja nende käivitamine (Joonis 7-9). Juhtsüsteemis on talletatud masina parameetrid, tööriistade andmebaas ja info painutatava detaili kohta. Reeglina võimaldavad kaasaegsed juhtsüsteemid kasutada programmeerimisel mitmeid erinevaid meetodeid, kus automaatsete arvutuste aste on erinev. Võimalik on kirjutada tagatoe asendid ja templi matriitsi tungimise sügavused programmi sisse nö. käsitsi või lasta teha kõik arvutused automaatselt.

Manuaalsel programmeerimisel sisestatakse kõigi telgede asendid operaatori poolt otse painutusprogrammi. Masinale ei edastata infot toote geomeetria ega kasutatavate tööriistade kohta. Operaator peab soovitud painutusjärjekorra ise valima. Automaatsel programmeerimisel tuleb anda ette toote geomeetria (joonistatakse graafiliselt), kasutatavad tööriistad ja toote materjal. Seejärel arvutab juhtsüsteem automaatselt painutuste järjekorra, tagatoe asukohad iga painde jaoks ja templi matriitsi tungimise sügavuse soovitud paindenurga saavutamiseks. Automaatse programmeerimise puhul on vigade tekkimise tõenäosus märksa väiksem võrreldes manuaalse programmeerimisega.